Open Nav

Through-hole technology hasn't disappeared from electronics manufacturing—it just became more specialized. While surface mount dominates most production lines, through-hole components still appear wherever strong mechanical connections matter: automotive connectors, power supplies, industrial controls, and military-grade assemblies.
The question facing many manufacturers today: should you stick with traditional wave soldering, or invest in selective soldering for your through-hole needs? The answer isn't straightforward, and choosing wrong can cost you in defects, rework, and lost production time.
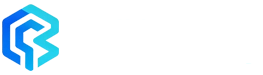
Wave soldering is a bulk soldering process developed in the 1950s for mass-producing printed circuit boards. The basic principle is simple: molten solder is pumped upward through a nozzle, creating a standing wave. PCBs pass over this wave on a conveyor, and solder wicks up through the holes by capillary action, forming joints on the bottom side.
The process handles entire boards in a single pass. Components are first glued or held by component leads on the top side, then the board travels through flux application, preheating, the solder wave, and finally cooling.
The wave solder pot maintains a precise temperature—typically 245°C to 265°C depending on the solder alloy. As the board contacts the wave, turbulence in the liquid metal ensures solder flows into plated through-holes and contacts component leads. The board's bottom surface skims across the wave, leaving a characteristic fillet on each joint.
Modern wave solder systems include spray fluxers for even coverage, preheaters to reduce thermal shock, and nitrogen inerting to minimize oxidation. These improvements have kept wave soldering relevant even as assembly techniques evolved.
Selective soldering takes a different approach: instead of soldering the entire board, it solders only specific components. A robotic system positions a mini-wave or solder fountain precisely over individual through-hole pins or groups of pins, applying solder exactly where needed.
The process starts with a pre-programmed path that matches your board's component layout. Machine vision or fixture recognition ensures accurate positioning. The soldering head then moves through the program, solder each joint or zone without disturbing adjacent components or soldered joints.
Selective solder systems typically use one of two methods: mini-wave or dip soldering. Mini-wave uses a small solder pot with a shaped nozzle to create a localized wave just large enough for a few pins. Dip soldering simply plunges the target area into a solder bath. Either approach delivers precise solder placement without affecting nearby areas.
These machines run production programs that define solder parameters for each zone: contact time, immersion depth, preheat requirements, and nitrogen flow rates. Programming takes more time than wave setup, but the process advantages often justify the investment.
Understanding the fundamental differences helps clarify which process suits your needs:
Wave solders every through-hole on the board in one pass. Selective solders only programmed locations, leaving the rest untouched. This distinction drives nearly all other differences between the processes.
Wave soldering exposes the entire board to peak temperatures. Components on both sides experience thermal cycling during preheat and wave contact. Selective soldering applies heat only where programmed, reducing thermal stress on heat-sensitive components elsewhere on the board.
Wave soldering often requires hot air knife leveling (HASL) or solder mask to protect bottom-side surface mount components from the solder wave. Selective soldering eliminates this requirement since only through-hole areas contact solder.
Wave soldering requires less programming—just set the conveyor speed, wave height, and temperature. Selective soldering demands detailed programming of each solder location, plus fixture design for consistent positioning.
Wave soldering remains popular for several compelling reasons:
For boards with many through-hole components, wave soldering is faster. A single pass handles hundreds of joints. High-throughput lines can process thousands of boards per hour, making wave ideal for commodity electronics with large production runs.
When amortized over high volume, wave soldering's per-board cost drops significantly. The equipment has higher throughput, and operators need less specialized training. For simple through-hole boards running in millions, wave often wins on economics.
Wave solder equipment is mature and well-understood. Process engineers find it straightforward to optimize, and maintenance technicians can troubleshoot common issues without specialized knowledge. The technology has decades of documented best practices.
Boards with only through-hole components and minimal bottom-side SMD work well on wave solder lines. If most of your assembly is through-hole with a few simple SMD parts kept away from the wave zone, wave soldering handles it efficiently.
Selective soldering solves problems that wave cannot address:
Modern assemblies often mix through-hole connectors with temperature-sensitive SMD components. Selective soldering solders only the through-hole parts without re-melting adjacent joints or damaging nearby parts. This matters enormously for boards with expensive microprocessors, memory modules, or optical components.
Many manufacturers attach bottom-side SMD components in a reflow oven before through-hole processing. With wave soldering, those reflowed joints risk re-melting during the wave contact. Selective soldering avoids this entirely—components already soldered stay soldered.
Selective soldering typically produces fewer defects than wave for complex mixed-technology boards. The precise solder application reduces bridging, icicles, and incomplete joints. Statistical process control is easier when you can monitor individual solder parameters per zone.
Each solder zone can have different parameters—contact time, immersion depth, preheat temperature. This flexibility lets you optimize for specific component types without compromising others. Wave soldering applies one set of parameters to the entire board.
Selective solder machines can handle small batches and even single boards efficiently. Wave solder lines typically require larger panel sizes for economic operation. If you run many different board types in low to medium volumes, selective soldering adapts without dedicated fixtures for each variant.
Wave soldering makes sense when:
Wave soldering excels with products like power supplies, motor controllers, and industrial relay boards—products where through-hole dominates and volume justifies the setup. Consumer electronics with high through-hole content, like certain audio equipment and legacy designs, also suit wave well.
Selective soldering is the better choice when:
Selective soldering is standard in automotive electronics, medical devices, aerospace assemblies, and military/aerospace where quality and reliability outweigh production speed. It handles complex boards with mixed technologies that simply couldn't run through wave solder without extensive masking or rework.
Direct cost comparison depends heavily on your specific situation:
Wave solder lines range from $50,000 to $200,000 depending on throughput and features. Selective solder systems typically cost $100,000 to $350,000. The higher selective solder cost reflects its complexity and precision capabilities.
Wave soldering uses more solder per board due to the larger pot volume, but fills the pot less frequently. Selective systems use smaller solder pots but may consume more nitrogen for inerting. Energy consumption differs based on process time and pot size.
Wave lines typically require operators for loading, unloading, and monitoring. Selective lines can run with less direct labor once programs are loaded, though initial programming requires skilled engineers. Defect rates affect rework labor costs significantly.
Consider these practical questions when choosing between processes:
What percentage of your board assembly is through-hole versus surface mount? If through-hole dominates, wave might still serve you well. If SMD is half or more of your components, selective becomes more attractive.
How sensitive are your other components to heat? Thermal shock during wave contact can damage certain SMD components, capacitors, or connectors. Selective soldering's localized heat application eliminates this concern.
What's your production volume and board variety? High volume with consistent boards favors wave. Low-to-medium volume with many different boards favors selective.
What are your defect rate requirements? Automotive and medical customers often mandate very low defect rates that selective soldering achieves more consistently than wave.
Many manufacturers use both processes on the same production floor. A wave line handles simple through-hole boards running at high volume, while selective systems process complex mixed-technology assemblies and quick-turn prototypes. This hybrid approach optimizes cost for each product category.
The decision doesn't have to be either/or. Evaluate your product mix, consider your quality requirements, and choose the process—or processes—that best fit your manufacturing strategy.
Not economically for high-volume through-hole boards. Selective soldering is slower per joint, so replacing a dedicated wave line with selective equipment would reduce throughput significantly. Most operations use selective for complex boards and reserve wave for simple, high-volume work.
Selective soldering dramatically reduces bridging compared to wave because solder applies precisely to target pins. However, poor programming, incorrect nozzle selection, or contaminated solder can still cause bridging. Proper process control and regular maintenance keep defect rates low.
Programming time varies from 30 minutes for simple boards to several hours for complex multi-zone assemblies. Some manufacturers use copy-from-board features that speed programming by teaching the machine positions directly. The investment pays off in reduced defects and rework on subsequent boards.
Wave soldering can process 200 to 500 boards per hour depending on board size and conveyor speed. Selective soldering typically processes 30 to 150 boards per hour depending on joint count and programming optimization. For high-volume through-hole boards, wave maintains a significant speed advantage.
Wave soldering benefits from nitrogen but operates acceptably with air. Selective soldering typically requires nitrogen inerting for consistent results, especially with lead-free solders. The nitrogen cost is a significant operating expense factor when calculating selective soldering costs.
Both processes work with lead-free alloys, but selective soldering handles lead-free more gracefully. Lead-free solders require higher process temperatures and are more prone to oxidation. Selective soldering's localized application and nitrogen inerting manage these challenges better than bulk wave contact.
This article is intended for informational purposes. Consult with electronics manufacturing engineers to determine the optimal process for your specific assembly requirements.
PCB Assembly FAQ: What Files Do I Need to Submit?June/17/2026
How Long Does Prototype PCB Assembly Usually Take?July/09/2026
How Flexible Are Low Volume PCB Assembly Manufacturers?May/18/2026
What is Low Volume PCB Assembly?May/18/2026
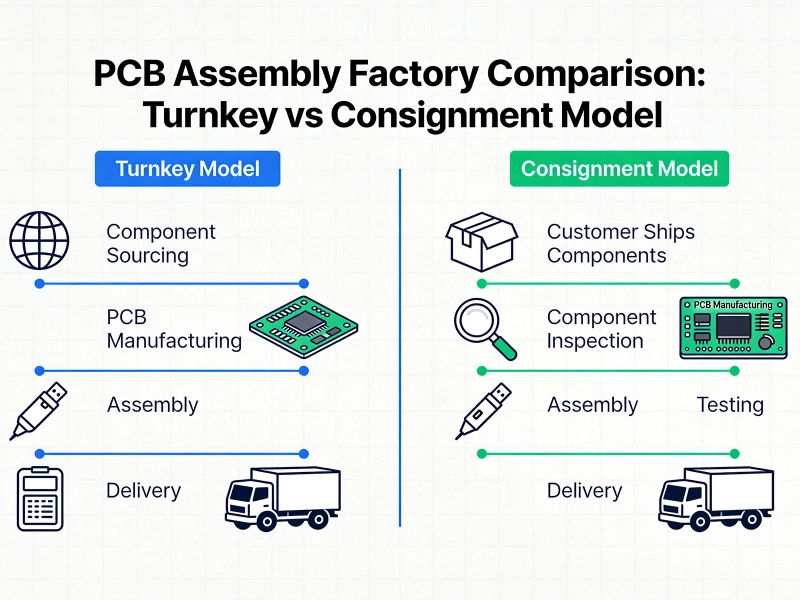
Turnkey PCB Assembly vs Consignment: Which Model Actually Fits Your Project?June/05/2026