Open Nav

Launching an electronic product means making countless decisions. One that often trips up hardware teams is choosing the right PCBA manufacturing model. Do you hand over everything to your contract manufacturer (turnkey), or do you prefer keeping tight control over component sourcing (consignment)? The choice affects your costs, timelines, supply chain risk, and ultimately, your product's success.
Neither model is universally better. The right answer depends on your project size, engineering resources, component availability, and business priorities. This guide breaks down both approaches so you can make an informed decision for your specific situation.
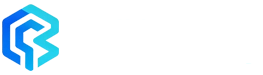
Turnkey PCB assembly—sometimes called full-package or one-stop service—means your contract manufacturer handles everything from start to finish. You provide the design files (Gerber files, BOM, placement files), and the manufacturer sources all components, manufactures the bare PCB, performs assembly, and delivers finished boards ready for testing.
In this model, the EMS (Electronic Manufacturing Service) provider assumes responsibility for procurement, inventory management, quality inspection of incoming parts, assembly, and often logistics. You essentially hand off the entire manufacturing process and focus on design and product development.
Consignment—or kitted assembly—puts you in control of component sourcing. You purchase and ship components to your contract manufacturer, who then handles the assembly and testing. The manufacturer supplies only the manufacturing services: SMT placement, through-hole soldering, inspection, and functional testing.
In this arrangement, you own the inventory, negotiate directly with distributors, and bear the risk of component obsolescence or price fluctuations. The manufacturer acts as a pure-play production facility, not a supply chain partner.
In a turnkey model, your manufacturer sources everything. They leverage relationships with distributors, stock on hand, and purchasing volume to secure components. This proves especially valuable when dealing with long lead-time parts, allocated components, or hard-to-find ICs. Manufacturers often have accounts with major distributors that give them pricing advantages and faster allocation during shortages.
With consignment, you source all components yourself. This gives you control over supplier relationships and potentially better pricing on high-volume component purchases. However, it also means tracking lead times across dozens of suppliers, managing logistics, and handling quality issues with distributors directly.
Turnkey pricing includes everything: components, PCB fabrication, assembly labor, testing, and sometimes logistics. You pay a premium for the convenience, but you get a single invoice for the complete product. Manufacturers typically mark up components 5-15% above distributor pricing to cover procurement costs, inventory holding, and risk.
Consignment separates component costs from manufacturing costs. You pay distributor prices for components (potentially lower unit costs at scale), plus the manufacturer's assembly fees. However, you also absorb costs for excess inventory, obsolete parts, and the labor required for procurement and warehouse management.
Turnkey manufacturers hold inventory on your behalf. They purchase components based on your forecast and hold them in their warehouse, charging you only when boards ship. This reduces your capital tied up in components and eliminates the need for dedicated storage space.
Consignment requires you to manage component inventory. You need warehouse space, an inventory tracking system, and staff to manage receipts, counts, and organization. Components might sit in your facility for weeks before assembly, tying up working capital and risking obsolescence.
Turnkey manufacturers inspect incoming components and are accountable for the entire assembly. If a bad component causes field failures, responsibility often falls on the manufacturer who sourced it. They typically implement incoming inspection, traceability systems, and component verification processes.
With consignment, you control component quality through your own sourcing decisions. If a bad batch reaches the manufacturer, you bear responsibility for the resulting defects. Maintaining traceability (lot numbers, date codes, supplier records) becomes your documentation burden.
Turnkey assembly often moves faster for new product introductions. Manufacturers have established procurement channels and can often source components faster than individual companies. They also eliminate the time needed for you to receive, inspect, and ship components to the factory.
Consignment can introduce delays—components must ship from your suppliers, arrive at your warehouse, undergo your inspection, then ship again to the manufacturer. For urgent orders or design iterations, this pipeline adds days or weeks to your timeline.
For prototypes requiring 5-50 boards, turnkey is almost always the smarter choice. Buying components in small quantities from distributors is expensive, and managing inventory for a 10-board run makes little sense. Turnkey manufacturers aggregate demand across many customers, achieving better component pricing even for small batches.
Quick-turn services (24-72 hour assembly) are almost exclusively turnkey because the speed depends on the manufacturer having components immediately available. If you source components yourself, you cannot achieve those speeds.
Products with 50+ unique components benefit heavily from turnkey sourcing. Coordinating purchases from multiple distributors, managing different lead times, and ensuring all parts arrive at the factory simultaneously is a full-time job. Turnkey manufacturers have procurement teams dedicated to exactly this complexity.
When components go obsolete or are re-allocated (common during supply chain disruptions), turnkey manufacturers can often find alternatives or substitutes faster than individual buyers can manage.
Startups and small teams often lack dedicated procurement staff. Turnkey assembly lets engineers focus on design, testing, and product development rather than chasing purchase orders and tracking shipments. The time saved often outweighs the 10-15% component markup.
Hardware-as-a-service businesses (selling products with ongoing subscription revenue) also favor turnkey because manufacturing complexity should stay off their radar so they can focus on software, customer success, and product iteration.
During component shortages—like the 2020-2023 period when ICs were chronically allocated—manufacturers with strong distributor relationships could secure supply when individual buyers could not. Turnkey arrangements let you ride on your manufacturer's buying power and inventory buffer.
If a component goes obsolete, turnkey manufacturers often provide alternative suggestions based on their component databases and design for manufacturing expertise.
For production runs exceeding 10,000 units, the component cost savings from direct purchasing often justify consignment. At that volume, buying resistors, capacitors, and connectors directly from distributors yields meaningful savings—potentially 20-30% below turnkey markup pricing.
Companies with established supplier relationships and volume discount agreements find consignment increasingly attractive as quantities grow.
Products using custom ASICs, proprietary sensors, or specialty components that only you can source are natural consignment candidates. If a component requires programming, calibration, or handling precautions that only your team understands, keeping sourcing in-house makes sense.
Some regulated industries (medical, aerospace, automotive) require strict component traceability that your quality system provides better than a general-purpose manufacturer.
If your product uses 10-15 components and you can buy them in large quantities at favorable pricing, consignment captures those savings. The break-even point depends on your volume and the markup percentage, but orders above a few thousand units often benefit from direct component purchasing.
Products with long lifecycles (industrial equipment expected to sell for 10+ years) may want to purchase and store components themselves to ensure availability for future production runs without depending on the manufacturer's inventory decisions.
If your company already stocks components from previous products or design libraries, consignment lets you use that inventory rather than having the manufacturer source duplicates. This is particularly relevant when transitioning between product generations or maintaining multiple product lines with overlapping bill of materials.
While turnkey offers convenience, watch for these cost traps:
Component markup surprises: Some manufacturers charge significant premiums on certain components. Always request a detailed component cost breakdown before approving a turnkey quote.
Minimum order quantities: Manufacturers may require minimum orders or charge setup fees that make small runs more expensive than anticipated.
Long lead-time parts: If your BOM includes components with 20+ week lead times, manufacturers may include carrying costs for holding those parts for extended periods.
Rework and scrap: Understand how defective boards are handled. Turnkey manufacturers typically charge for rework, but responsibility for scrap can be ambiguous.
Consignment's apparent cost savings come with their own hidden expenses:
Procurement labor: Dedicated buyers, managers, and coordinators add significant salary overhead that often exceeds the component markup you hoped to avoid.
Inventory carrying costs: Warehouses, climate control, insurance, and capital tied up in stock represent 15-30% annual costs of inventory value.
Obsolescence risk: Components become obsolete. If your product pivots or volumes disappoint, you're stuck with expensive inventory that may never be used.
Logistics complexity: Coordinating shipments from multiple distributors to a single manufacturer adds shipping costs and potential for errors.
Many companies discover that a hybrid model works best. You might handle commodity components (resistors, capacitors, connectors) through direct purchasing while letting the manufacturer source specialized ICs and long-lead-time parts.
Another hybrid option: consignment with guaranteed pricing. You negotiate component pricing directly with distributors but have the manufacturer manage delivery scheduling and inventory levels against your rolling forecast.
Some manufacturers offer "partial turnkey" where they procure a portion of the BOM while you handle the rest. This can balance control with convenience.
Choose turnkey if:
Choose consignment if:
Before committing to either model, ask your potential manufacturing partners:
For turnkey: What component markup do you apply? Do you stock common parts? How do you handle obsolete components? What's your quality guarantee on sourced parts? What reporting do you provide on component sourcing?
For consignment: What are your incoming inspection procedures? How do you handle my components arriving late? What are your storage capabilities and fees? What happens to unused components after assembly?
For both: What's your production minimum? What are your lead times? How do you handle yield issues and rework? What testing do you perform? Can I visit your facility?
The turnkey vs. consignment decision isn't about finding the objectively better model—it's about matching manufacturing approach to your specific situation. Most projects benefit from starting with turnkey for prototyping and early production, then transitioning to consignment as volumes grow and component sourcing stabilizes.
Startups and small teams almost always favor turnkey for its simplicity and risk reduction. Large companies with mature supply chains often capture meaningful savings through consignment. The sweet spot varies by organization, product complexity, and volume trajectory.
Don't treat this as a one-time decision either. As your product matures, volumes change, and supplier relationships evolve, revisit your manufacturing model choice. The right approach for your first 100 units may differ from your approach to units 10,000 through 100,000.
The goal is minimizing total cost (including your team's time), maximizing quality, and maintaining supply reliability. Whichever model you choose, build a strong relationship with your contract manufacturer—they're a strategic partner, not just a vendor.
What is Low Volume PCB Assembly?May/18/2026

Why Choose Low Volume PCB Assembly for Your Next Product Launch?July/02/2026
What's the Difference Between Prototype PCB Assembly and Low Volume PCB Assembly ?May/18/2026
What is PCB Assembly?May/19/2026
What Are the Benefits of Small Batch PCB Assembly?May/18/2026