Open Nav

Launching a new electronic product involves countless decisions, but one of the most consequential is how you handle manufacturing for your initial production runs. The temptation is to think big—to negotiate volume discounts, commit to large minimum order quantities, and optimize for the lowest per-unit cost. But this approach carries risks that can sink a product before it ever reaches market traction.
Low volume PCB assembly offers an alternative that aligns better with how modern product development actually works. Instead of betting everything on a single large production run, low volume assembly lets you test, iterate, and validate before scaling. For most product launches, especially for startups and new product lines, this approach reduces risk, accelerates learning, and ultimately leads to better products.
This article explores why low volume PCB assembly makes sense for product launches, when it's the right choice, and how to structure your manufacturing strategy to get the most value from small batch production.

Low volume PCB assembly typically refers to production runs from as few as 5 units up to around 1,000 units. The exact definition varies by manufacturer—some consider anything under 100 units "prototype" and 100-1,000 as "low volume"—but the key characteristic is production at scales where setup costs represent a significant portion of total cost, and per-unit pricing is higher than at volume.
Low volume assembly differs from prototype assembly in intent and process. Prototypes are typically hand-assembled or built on equipment not optimized for production quality. Low volume assembly uses production-grade equipment and processes, delivering boards that are identical in quality to high-volume production. The difference is quantity, not quality.
Understanding this distinction matters because many product launches need production-quality boards in small quantities—for beta testing, initial customer shipments, or market validation—before committing to larger production volumes. Low volume assembly fills this gap.
Low volume assembly costs more per unit than high-volume production. Setup costs for assembly equipment, programming, and testing must be amortized over fewer units. Component costs are higher because you're not buying in volume. The manufacturing process might be less optimized because there's less time to dial in parameters.
But the total cash outlay is lower, and that's what matters for product launches. Spending $50,000 on 1,000 units lets you test the market before committing $500,000 on 10,000 units. If the product needs revision—or fails entirely—your loss is contained. This risk reduction is the primary economic justification for low volume assembly during product launch phases.
Not every product launch needs low volume assembly, but many benefit from it. Understanding when this approach fits helps you make the right manufacturing decision.
The classic use case for low volume assembly is validating a new product before committing to volume production. You have a design that works in prototype, but you need production-quality units for customer testing, certification, or initial sales. Building 50-500 units lets you gather real-world feedback, identify issues that didn't appear in testing, and confirm market demand before scaling.
This validation phase is crucial. Many product issues only appear when real customers use products in real environments. A connector that seemed fine in the lab might prove unreliable in field conditions. A thermal design that passed bench testing might overheat in enclosed installations. Low volume assembly lets you discover these issues with hundreds of units rather than thousands.
Modern product development is increasingly iterative. Rather than perfecting a design before manufacturing, teams launch minimum viable products and improve based on feedback. Low volume assembly supports this approach by making small production runs economically viable.
You might launch with revision A, gather feedback, implement improvements in revision B, and produce another small batch. This iteration continues until the product matures. Each iteration involves a low volume production run that would be prohibitively expensive if you had to commit to thousands of units each time.
Products often launch in multiple variants—different feature sets, regional configurations, or customer-specific customizations. Low volume assembly lets you produce small quantities of each variant without the complexity of managing high-volume production for multiple SKUs.
For example, a IoT device might have variants for different wireless standards (WiFi, LoRa, cellular), different enclosure options, or different sensor configurations. Producing 100 units of each variant through low volume assembly is straightforward. Managing high-volume production lines for five different variants simultaneously is much more complex.
Some products target niche markets where total demand is inherently limited. Medical devices for specific conditions, industrial sensors for specialized applications, or educational hardware for specific curricula might only need hundreds or thousands of units annually. Low volume assembly matches the production scale to the market size without forcing artificially high volumes.
Startups and small companies often face cash flow constraints that make large production commitments impossible. Low volume assembly lets you launch products with limited capital, generating revenue from initial sales to fund larger production runs. This bootstrapped approach to manufacturing is common in hardware startups.
The tradeoff is higher per-unit costs, but that's often acceptable when the alternative is not launching at all. Once the product proves itself and generates revenue, you can transition to higher volumes with better economics.
The overwhelming case for low volume assembly during product launches is risk reduction. Manufacturing is full of risks—design errors, component issues, process problems, market misjudgments—and low volume assembly contains the cost of being wrong.
No matter how thorough your design review and testing, there's always a chance your design has issues that only appear in production or field use. A connector footprint slightly off, a thermal design that's marginal, a component that behaves differently than the datasheet suggests—these issues happen.
With low volume assembly, you discover these issues on 100 units rather than 10,000. The cost of a design revision is manageable. You fix the problem and produce a new revision. In high-volume production, discovering a design flaw after 10,000 units are built is a crisis that can destroy a product launch.
The biggest risk in product development isn't technical—it's market. You might build a perfect product that nobody wants to buy. Or the market wants different features than you anticipated. Or pricing needs to be different. Or distribution channels aren't what you expected.
Low volume assembly lets you test market assumptions before committing major capital. You can launch, gather sales data, and adjust your strategy. If the product fails, your loss is limited. If it succeeds, you have validation to support scaling up production.
Component availability and quality issues can derail production. A part you specified might go on allocation, forcing you to redesign around an alternative. Or a component batch might have quality issues that only appear in field use. Low volume assembly exposes these risks early, when you can address them without massive inventory exposure.
Manufacturing processes need optimization. Solder paste printing, reflow profiles, test coverage—all of these require tuning for your specific design. Low volume assembly lets you dial in these processes with minimal inventory at risk. By the time you scale to volume, your processes are proven and stable.
Speed matters in product launches. Being first to market captures mindshare, establishes brand presence, and starts generating revenue. Low volume assembly can accelerate your launch timeline in several ways.
Low volume assembly typically has shorter lead times than high-volume production. High-volume orders require more planning, component procurement at scale, and production scheduling. Low volume orders can often be turned around in 2-4 weeks versus 8-12 weeks for volume production.
This speed difference can be decisive. Launching three months earlier might capture a market window that closes before volume production would be ready. The revenue and learning from early launch often outweigh the higher per-unit costs of low volume assembly.
When you discover issues or identify improvements, low volume assembly lets you implement changes quickly. A new revision can be in production within weeks rather than months. This agility is valuable during product launch phases when you're learning rapidly and need to respond to feedback.
High-volume production locks you into designs for longer periods. Change orders are expensive and disruptive. The agility of low volume assembly keeps you responsive during the critical early phases of product life.
Low volume assembly enables parallel development strategies. You can be producing initial units for beta testing while finalizing the design for volume production. Firmware can be developed on production hardware rather than prototypes. Marketing can create content using real products rather than renders.
This parallelism compresses overall development timelines. Rather than sequential phases (design, then prototype, then test, then volume production), you can overlap activities and get to market faster.
A common concern about low volume assembly is quality—will small batches have the same quality as volume production? The answer depends on your manufacturing partner, but quality low volume assembly is absolutely achievable.
Quality low volume assembly uses the same equipment and processes as volume production. The pick-and-place machines, reflow ovens, and inspection systems are identical. The difference is that setups might not be as fully optimized (since there's less time to dial them in) and testing might be more manual (since automated test fixtures aren't always justified for small volumes).
The key is choosing a manufacturer who treats low volume with the same process discipline as high volume. This means documented procedures, trained operators, proper equipment maintenance, and quality systems. Don't accept hand-assembly or informal processes just because volumes are small.
Testing is often the biggest quality challenge in low volume assembly. High-volume production justifies investment in automated test fixtures, in-circuit test systems, and functional test stations. For low volumes, this investment might not make economic sense.
Alternative testing strategies for low volume include:
The right testing strategy depends on your product's complexity, reliability requirements, and cost structure. Work with your manufacturing partner to design appropriate test coverage for your low volume runs.
Not all manufacturers are equally good at low volume assembly. Choosing the right partner and managing the relationship effectively makes a significant difference in your results.
Good low volume assembly partners have specific characteristics:
Many manufacturers who excel at high-volume production struggle with low volume. Their processes, equipment, and culture are optimized for long production runs, not quick changeovers and diverse products. Look for partners who specifically market low volume capabilities and can demonstrate experience with similar products.
Low volume relationships require different management than high-volume manufacturing partnerships. You're not a major customer in terms of revenue, so you need to build relationship value in other ways.
Be organized and responsive. Provide complete, accurate documentation. Respond quickly to questions. Pay invoices promptly. Be reasonable about expectations—low volume doesn't mean instant turnaround or unlimited engineering support.
Communicate your roadmap. If the low volume run is a path to higher volumes, make that clear. Manufacturers invest more effort in relationships that will grow. If you're upfront about your scaling plans, good partners will support you through the low volume phase to win the volume business later.
Successful products eventually need to transition from low volume to high-volume production. Planning this transition helps you avoid disruptions and capture volume economics when the time comes.
Design your product with volume production in mind from the start, even if you're initially building in low volume. This means:
A design that's optimized for low volume might need significant revision for high volume. A design that's ready for high volume works fine at low volume. Design for the end state, not the starting point.
If your low volume manufacturer also handles high volume, the transition is straightforward. If not, you need to identify and qualify a high-volume manufacturer before you need them.
Start conversations with volume manufacturers during your low volume phase. Get quotes, understand their capabilities, and build relationships. When you're ready to scale, you want to move quickly with a partner who's already familiar with your product.
The transition from low volume to volume production is a significant change. Processes that worked for 100 units might not work for 10,000. Test coverage that was adequate for small batches might need to be more comprehensive for volume.
Plan the transition carefully. Run overlapping production—some low volume, some high volume—to validate the new processes before fully committing. Monitor quality closely during the transition period. Be prepared for a learning curve as the new manufacturing partner optimizes for your design.
Understanding the economics of low volume assembly helps you make informed decisions and set appropriate expectations.
Low volume assembly costs typically break down as:
Setup costs dominate at very low volumes. A setup might cost $2,000 whether you're building 10 units or 100. At 10 units, that's $200 per unit just for setup. At 100 units, it's $20 per unit. This is why very small quantities are expensive—setup costs don't amortize well.
Expect to pay 2-5x more per unit in low volume compared to high volume. A board that costs $10 in volume might cost $25-50 in low volume. This is normal and reflects the economics of small-batch manufacturing.
The key metric is total cash outlay, not per-unit cost. Spending $5,000 on 100 units at $50 each is often smarter than spending $50,000 on 1,000 units at $50 each if you don't yet know whether the product will succeed.
Transition to volume production when you have:
Rushing to volume before these conditions are met is a common mistake that leads to excess inventory, obsolete product, or quality issues at scale.
Low volume PCB assembly is a strategic tool for product launches, offering benefits that often outweigh higher per-unit costs:
The key is using low volume assembly strategically—as a stepping stone to volume, not as a permanent manufacturing solution. Launch with low volume to learn and validate. Scale to volume once you've proven the product and the market. This approach manages risk, preserves capital, and ultimately produces better products.
For most hardware startups and new product launches, low volume assembly isn't just an option—it's the smart choice that balances speed, risk, and economics appropriately for the uncertainty inherent in new product introductions.
Minimums vary by manufacturer but typically range from 5-25 units for prototype-level assembly and 50-100 units for low volume production. Some specialized quick-turn shops handle single-unit orders, though costs are high. As quantities increase above 100-500 units, you enter the transition zone between low volume and standard production.
Look for manufacturers who specifically market quick-turn, prototype, or small-batch services. Online platforms like PCBWay, JLCPCB, and MacroFab cater to low volume orders. Local contract manufacturers often handle small batches for regional customers. When evaluating, ask about their typical order sizes and request references from similar customers.
Not necessarily. Quality depends on the manufacturer's processes and your specifications, not just volume. Good low volume manufacturers use production-grade equipment and follow quality procedures. The difference is often in testing (more manual, less automated) and process optimization (less time to dial in parameters). Choose your partner carefully and specify your quality requirements clearly.
Transition when you have confirmed demand (sales history or strong pre-orders), stable design (no expected revisions), and adequate capital. Typical triggers include consistent monthly demand above your low volume capacity, customer complaints about delivery times, or unit economics where volume production savings justify the transition investment.
Generally yes, if you designed with volume manufacturing in mind from the start. However, volume manufacturers might suggest DFM improvements that reduce cost or improve yield. It's worth having your volume manufacturer review the design before committing to large production runs. Minor adjustments to component placement or via design are common.
PCB Assembly FAQ: What Files Do I Need to Submit?June/17/2026
What Are the Benefits of Small Batch PCB Assembly?May/18/2026
Accelerating Time-to-Market with Fast Prototype PCB AssemblyJune/10/2026
What is PCB Assembly?May/19/2026
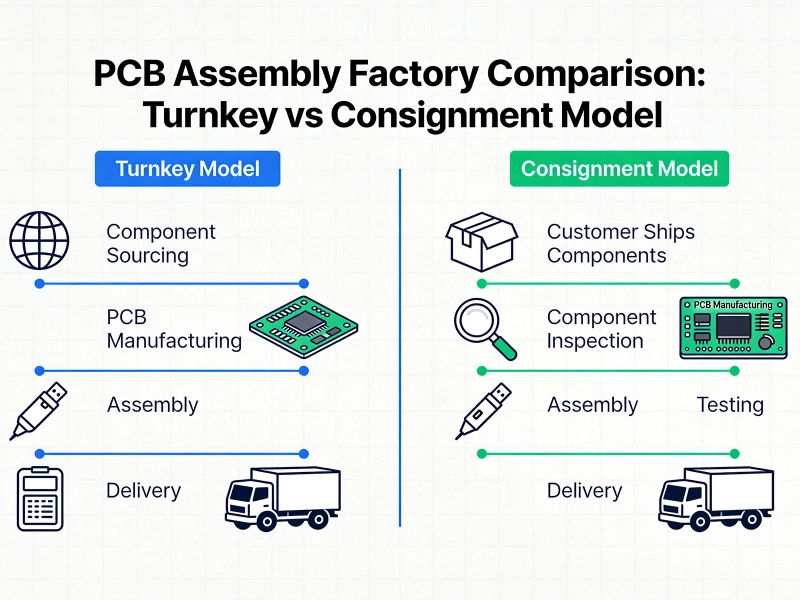
Turnkey PCB Assembly vs Consignment: Which Model Actually Fits Your Project?June/05/2026